 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese

Industrial Dyes


Industrial Dyes Specification
- Strength
- High Color Strength
- Poisonous
- NO
- Water Resistance
- Moderate to High
- Rubbing Resistance
- High
- Grade
- Industrial Grade
- Application
- Textile Leather Plastics Paper
- Other Names
- Synthetic Dyes
- Shape
- Granular/Powder
- Resistance
- Light resistance Heat resistance
- Solubility
- Water Soluble
- Solvent Color
- Variety of Colors
- Smell
- Odorless
- Type
- Industrial Dyes
- Usage
- Used for coloring in various industries
- Physical Form
- Powder
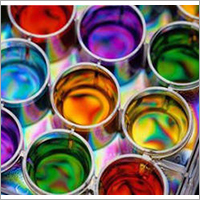
About Industrial Dyes
With a thorough understanding of the domain, we are offering an elegant collection of Industrial Dyes. These dyes are widely used as colorant agent and are soluble in water. Our provided dyes are made from the chemical composition of the chromophore. Also, these dyes find their application in hospitals, industrial sites, laundries and prisons. Apart from this, our provided Industrial Dyes used in the biological field for injection and tracking during medical imaging.
Features:
Features:
- Easy & cheap
- Also, perfect for both textile and in textile dyeings
- Have excellent chemical properties
High-Performance Industrial Dyes
Engineered for industry needs, these synthetic dyes exhibit superior resistance to light and heat. They offer a broad spectrum of solvent colors while maintaining high color strength in every application. Suited for diverse industrial uses, these dyes deliver consistently excellent results across sectors.
Versatile Application Across Industries
Our dyes seamlessly color textiles, leathers, plastics, and paper products. Their water-soluble and odorless properties make them easy to work with while providing reliable coloring. Used by manufacturers, exporters, and suppliers, these dyes are integral to robust, long-lasting industrial products worldwide.
FAQs of Industrial Dyes:
Q: How are industrial dyes with high resistance qualities used in different industries?
A: These industrial dyes are typically applied in sectors like textiles, leather, plastics, and paper due to their excellent light, heat, and rubbing resistance. The water-soluble and granular or powdered form allows for straightforward incorporation into manufacturing processes, ensuring vibrant and enduring color results.Q: What benefits do odorless and non-poisonous dyes offer to industrial users?
A: Odorless and non-poisonous characteristics enhance workplace safety and comfort. They ensure that dyes can be handled with minimal risk, making them suitable for large-scale manufacturing environments where safety regulations are essential.Q: When should you choose synthetic industrial dyes over natural dyes for your applications?
A: Synthetic industrial dyes are preferable when high color strength, diverse shade options, and specific resistance featuressuch as light, heat, and rubbing resistanceare required. They provide more consistent results and adaptability across different industrial materials compared to natural dyes.Q: Where are these industrial dyes manufactured and distributed?
A: These industrial dyes are produced, exported, and distributed throughout India, serving local markets and international clients. As trusted suppliers, distributors, and traders, we ensure that high-quality dyes reach various industries both domestically and globally.Q: What is the process for applying these dyes to textiles or plastics?
A: The dyes, in their granular or powder form, are dissolved in water and integrated into the material during production. For textiles, this typically involves immersion, while plastics may require mixing during polymer processing. The dyes solubility ensures a uniform and lasting coloration.Q: How does moderate to high water resistance benefit finished products?
A: Moderate to high water resistance ensures that colored productssuch as clothing, leather items, and packagingretain their vibrant shades even with regular contact with water, prolonging the lifespan and appearance of end-use items.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Direct Dyes Category
Dye Intermediates
Usage : Other, Used as an intermediate in dye production
Other Names : Dyestuff Intermediates
Physical Form : Liquid
Strength : High
Type : Synthetic Dye Intermediate, Other
Grade : Industrial Grade

Vinyl Sulphone Dye
Usage : Other, Dyeing and printing textiles
Other Names : Reactive Vinyl Sulphone Dye
Physical Form : Powder
Strength : High color strength
Type : Reactive Dye
Grade : Industrial

Textiles Dyestuff
Usage : Textile and fabric coloration, Other
Other Names : Fabric dye Clothing dye
Physical Form : Powder
Strength : High coloring strength
Type : Reactive Dye
Grade : Industrial

Vinyl Sulfone Dye
Usage : Other, Dyeing processes for fabrics like cotton and silk
Other Names : Reactive Dye
Physical Form : Powder
Strength : High
Type : Reactive Dye
Grade : Industrial Grade
Contact Details
NAVIN CHEMICALS
GST : 24AABFN5399N1ZP
GST : 24AABFN5399N1ZP
Address
- PLOT NO. 317/4 AND 5, 40 SHED AREA GIDC ESTATE,Vapi - 396195, Gujarat, India
- Phone :08045803096
- Send Inquiry
Key person
- Mr Rajnikant Patel (Partner)
- Mobile :08045803096

|
 |
NAVIN CHEMICALS
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
